
Когда начинающий электрик наблюдает за работой мастера с паяльником, то все действия кажутся простыми и понятными.
Однако стоит только самому взять инструмент в руки, как сразу начинаются неприятности: припой не держится, контакты отваливаются, изоляция сгорает, жало покрывается сажей.
Чтобы этого не происходило необходимо соблюдать определенные правила.
Мастер их знает и выполняет. Новичку же я советую вначале понять, как паять паяльником правильно. Только после этого браться за эту работу.
Особенности подготовки рабочего места и инструмента
3 главных секрета: поза, свет и воздух
Даже в домашних условиях для выполнения качественной пайки необходимы удобная поза работника с хорошим освещением. Рекомендую установить рабочий стол около окна, на который в дневное время попадают солнечные лучи, а вечером светит искусственный источник.

Пайка связана с нагревом веществ, выделением дымов. Хотя разогретая канифоль пахнет хвоей, но этот запах при частом вдыхании все же вреден. А другие флюсы и кислоты еще опаснее. Попадая в организм через органы дыхания они накапливаются, вызывают хронические заболевания.
Поэтому важно проветривание. Работайте с открытой форточкой, а еще лучше - используйте принудительную вытяжку.
Полезные приспособления
Невысокая жестяная баночка с бумажной прокладкой необходима для работы с припоем и канифолью.

Специальная подставка помогает хранить нагретый паяльник, а губка позволяет очищать горячее жало от окислов.

Убирать излишки расплавленного припоя удобно оловоотсосом.

Работы с мелкими предметами облегчают пинцет, небольшие тисочки, приспособления типа «третья рука». Самый простой вариант: обычные пассатижи с резинкой.

Можно своими руками изготовить и другие простые конструкции.

Выбор и подготовка паяльника
Продажа предлагает различные модели с напряжением от 12 до 220 или 380 вольт. Каждый паяльник создается для конкретной работы, хотя имеет универсальные возможности.
Их оценивают мощностью потребления электрической энергии, которая расходуется на разогрев жала наконечника.
Пайку радиодеталей удобно выполнять паяльником мощностью 40÷60 ватт, а для проводов выбирают 80÷100.
Для начинающих паяльщиков достаточно пользоваться простыми моделями двух конструкций паяльников с:
- нагревом от нихромовой проволоки и медным стержнем;
- керамической вставкой и медным жалом с никелевым покрытием.




Первый тип паяльников дешевле, но он требует постоянного ухода за наконечником, дольше разогревается до нужной температуры, быстрее изнашивается.
Паяльник с керамической вставкой лучше работает, но он дороже. К тому же керамика требует аккуратного обращения. Она может расколоться от механического удара.
Личные предпочтения
Более 30 лет пользуюсь трансформаторными паяльниками типа «Момент».

Кому-то он не нравится из-за дополнительного веса. Но для меня этот показатель не критичен. Мощность в 65 промышленного образца хорошо подходит для радиолюбительской пайки, но ее недостаточно для соединения электрических проводов.
Поэтому собрал более мощную конструкцию своими руками.

О подделке брендов
Я долго не мог понять, почему трансформаторные паяльники мне нравятся, а в интернете их массово критикуют. Даже в указанной выше статье мне читатели высказывали отрицательное мнение о них, ругая недолговечность и плохое качество.
Понял я это только осле того, как посетитель моего сайта прислал мне для экспериментов перегоревший паяльник китайской компании Licota.

Он очень красиво выглядит, обладает небольшим весом, удобно лежит в руке и оригинально упакован. При детальном знакомстве с ним я обнаружил множество дефектов монтажа и конструкции. Расписал их отдельными статьями:
- и необходимости дорабатывать ее внутренние поверхности;
- старого советского и современного из Китая.
Покупая дешевые паяльники у сомнительных продавцов можно нарваться на некачественную продукцию, потерять деньги и время. Обращайте внимание на рабочие электрические характеристики и предоставление гарантий.
Существуют другие различные . Но начинать обучение пайке лучше на описанных выше моделях.
О заточке наконечника
Чистота не только залог нашего здоровья, но и гарант качественной пайки. Ее необходимо обязательно соблюдать во время работы.
Медный наконечник паяльника разогревается до такого состояния, что на нем образуются окислы и нагар. Когда они проникают в припой, то о качестве пайки можно забыть. Поэтому конец жала всегда должен быть чистым и хорошо заточенным.
Его форма создается под определенный вид спаиваемых деталей:
- «плоская отвертка» хорошо передает тепло. Ее применяют для прогрева массивных деталей;
- «пирамидка» или «острый конус» позволяет удобнее контролировать величину нагрева. Она используется для соединения мелких радиоэлементов или тонких проводов;
- «затупленный конус» затачивают для пайки проводов среднего сечения.
Большей популярностью пользуется первый вид заточки. Его можно формировать ударами молотка. Тогда металл лучше уплотняется и дольше сохраняет свои свойства.
Располагая этот наконечник на спаиваемой детали плоскостью или острым углом можно регулировать степень ее прогрева.
Современные паяльники с керамикой имеют набор съемных насадок самых необходимых форм. Они покрыты сверху слоем никеля, не требуют заточки и подготовительной обработки.
Как залудить медное жало
Наконечник нового паяльника без защитного никелевого покрытия требуется покрыть тонким слоем припоя, который станет предохранять его от образования нагара и преждевременного износа. Для этого:
- паяльник включают под напряжение, разогревая наконечник до рабочего состояния;
- погружают его в кусочек канифоли;
- расплавляют припой, распределяя его по поверхности наконечника жала. Удобно пользоваться деревянным предметом.
Из чего состоят этапы пайки
Основной задачей этой технологии является соединение двух металлических деталей, чаще всего проводников, легкоплавким сплавом так, чтобы они прочно держались и пропускали электрический ток с минимально возможным сопротивлением.
Для этого необходимо последовательно выполнить ряд действий. Разберем их на примере спаивания проводов. Это:
- снятие изоляции с соединяемых концов провода;
- механическая зачистка металла жил до идеального состояния от окислов;
- термообработка с флюсом - залуживание концов тонким слоем;
- нагрев припоя с нанесением его на место пайки.

Снятие изоляции
Диэлектрический слой провода может быть выполнен из полиэтилена, ткани, лака или другого подобного материала. Его необходимо убрать.
Лучше всего эту работу выполнять острым ножом, располагая его лезвие почти параллельно оси металлической жилы. Так исключается ее порез и нанесение глубоких царапин. Они ослабляют механическую прочность и увеличивают электрическое сопротивление. Допускать этого нельзя.
Тонкие провода, покрытые лаком, достаточно обработать открытым пламенем спички или зажигалки. Это же способ подходит для витой пары и даже более толстых жил.

В продаже существуют специальные клещи различных конструкций для снятия изоляции с конца провода любого диаметра. Они позволяют профессионально выполнять эту работу без повреждения жилы.

После снятия изоляции оценивают состояние металлической поверхности. Обращают внимание на чистоту, отсутствие вмятин и порезов.
Удаление загрязнений и оксидной пленки
Только чистый металл сможет обеспечить качественное соединение деталей при пайке. Его создают механической очисткой поверхности и химическими растворами.
Вначале работают лезвием ножа, слегка прижимая его к загрязненному металлу под тупым углом. Жилу протягивают от слоя изоляции к оголенному концу, немного вращая в одну сторону. Металл сразу потеряет тусклость, станет блестеть.
Химическая очистка предполагает обработку растворителями, спиртом, флюсом ФЭС.
Лужение контактных площадок
Окончательную зачистку поверхности металла проводника осуществляют термообработкой флюсом, используя залуженный наконечник паяльника. Самым популярным и универсальным средством является канифоль. Ее используют в твердом состоянии, растворенной в спирте или желеобразной.
Продажа позволяет приобрести канифоль в любом виде и предоставляет широкий ассортимент других флюсов.

Последовательность лужения жилы провода твердой канифолью:
- Прогревают паяльник до нужной температуры. Она может колебаться в пределах от 180 до 240 градусов и зависит от припоя и соединяемых металлических деталей. Для контроля нагрева жала касаются наконечником твердой канифоли. Если она начинает бурно образовывать пар, то прогрев нормальный.
- Очищенный проводник укладывают на канифоль и прикасаются к нему наконечником паяльника. Провод вращают для равномерного покрытия расплавленным флюсом.
- Жалом паяльника расплавляют припой и наносят его на обработанный канифолью провод, равномерно распределяя по поверхности.
Раствор канифоли в спирте наносят кисточкой на залуживаемую поверхность или просто капают через трубку капельницы.

Желеобразную канифоль выдавливают из специального шприца, что очень удобно делать.
Обработанный жидкой или желеобразной канифолью проводник прогревают разогретым наконечником паяльника с капелькой припоя, разгоняя его по всей контактной площадке.
Непосредственная пайка
К нему приступают после того, как обе контактные площадки подготовлены к соединению: очищены от грязи и окислов, залужены.
Запаиваемые концы соединяют вместе. На них накладывают разогретым паяльником кусочек припоя, обеспечивая его растекание по обеим площадкам. После этого жало резко отводится в сторону, а детали остаются в неподвижном состоянии до момента полного застывания олова. Об этом судят по небольшому потемнению его цвета.
Правильно выполненная пайка отличается прочным соединением контактов и ровной поверхностью застывшего припоя, который немного блестит. Проверяют ее качество небольшим механическим усилием на разрыв.
Если же поверхность припоя имеет потемнения и неровности, то пайка выполнена ненадежно, ее требуется исправить.
К ним относят:
- Прогрев соединяемых деталей следует выполнять не острием наконечника, а его боковой поверхностью. Это обеспечивает больший контакт и лучшую передачу температуры. Однако, работая жалом с тупым наконечником или трансформаторным паяльником этот совет практически не поможет.
- Для придания повышенной прочности создаваемому соединению создается дополнительная скрутка проводов.
- Механическое приспособление третья рука облегчает фиксацию неподвижного положения соединяемых деталей.
- Новые электронные компоненты изготавливают с залуженными контактными поверхностями. Если они ничем не загрязнены, то на них можно сразу наносить флюс и припой без предварительного лужения. Это ускоряет процесс пайки.
- Продажа предлагает мастерам трубчатый припой, внутри которого расположен флюс. Обычно это канифоль. Такой комбинацией проще работать: сокращается количество промежуточных операций за счет одновременной подачи обоих компонентов.
4 признака качественной пайки
Надежность соединения оценивают по:
- яркому блеску созданного поверхностного слоя;
- отсутствию излишков припоя на деталях;
- прочности на разрыв контрольного механического усилия;
- целостности слоя изоляции, отсутствию следов оплавления.
Если же у вас еще остались вопросы по этой теме, то задавайте их в комментариях. Я обязательно отвечу.
Каждый начинающий электронщик задавался вопросом: “А как паять микросхемы, ведь расстояние между их выводами бывает очень маленькое?” Про различные типы корпусов микросхем можно прочитать в этой статье. Ну а в этой статье я покажу, как паяю микросхемы, выводы которых находятся по периметру микросхемы. У каждого электронщика свой секрет пайки таких микросхем. В этой статье я покажу свой способ.
Демонтаж старой микросхемы
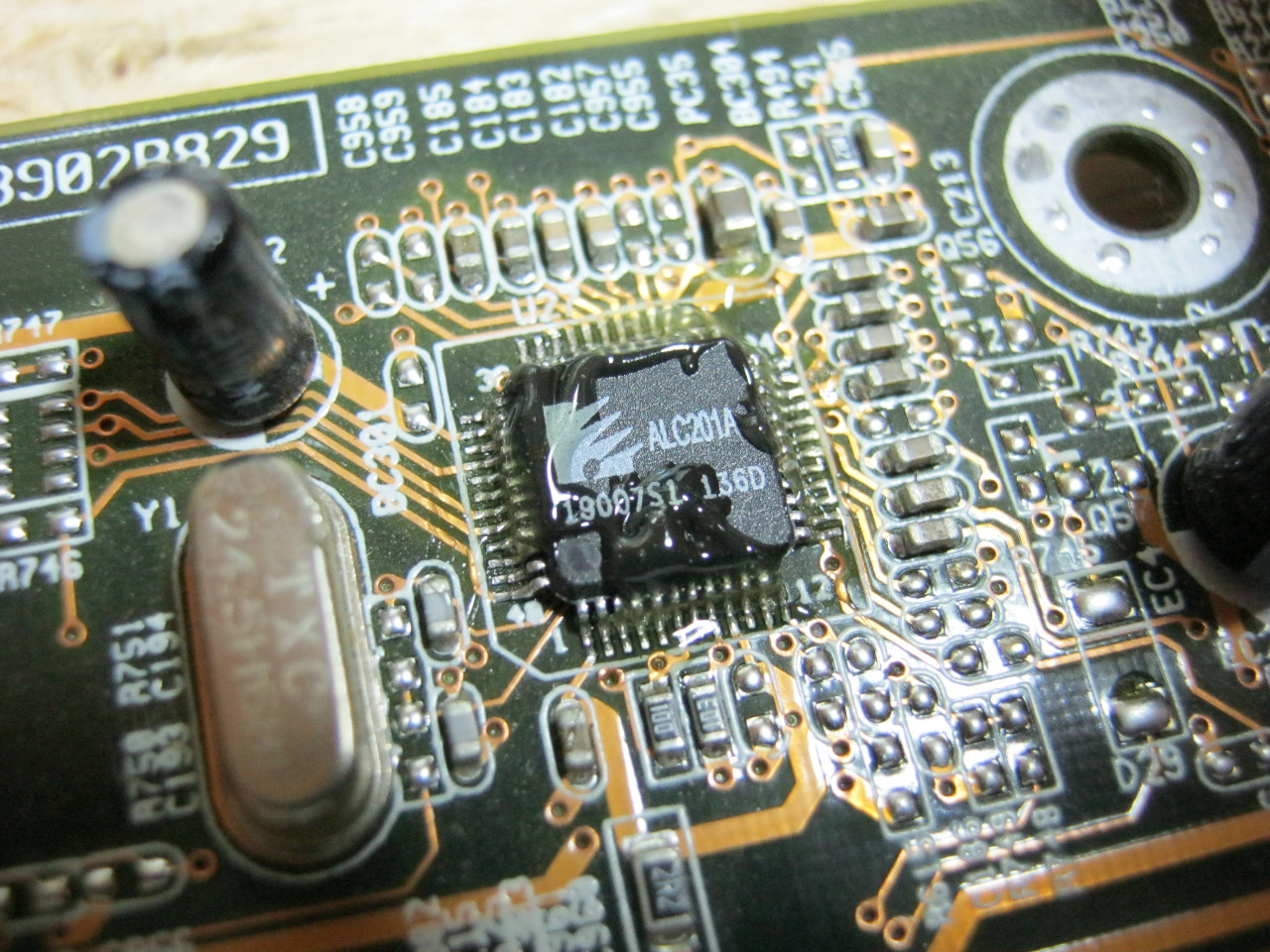
У каждой микросхемы имеется так называемый “ключ”. Я его выделил в красном кружочке.
Это метка, с которой начинается нумерация выводов. В микросхемах выводы считаются против часовой стрелки. Иногда на самой печатной плате указано, как должна быть припаяна микросхема, а также показаны номера выводов. На фото мы видим, что краешек белого квадрата на самой печатной плате срезан, значит, микросхема должна стоять в эту сторону ключом. Но чаще все-таки не показывают. Поэтому, перед тем как отпаять микросхему, обязательно запомните как она стояла или сфотографируйте ее, благо мобильный телефон всегда под рукой.
Для начала все дорожки обильно смазываем гелевым флюсом Flux Plus.

Готово!
Выставляем температуру фена на 330-350 градусов и начинаем “жарить” нашу микросхему спокойными круговыми движениями по периметру.

Хочу похвастаться одной штучкой. У меня она шла в комплекте сразу с паяльной станцией. Я ее называю экстрактор микросхем.

В настоящее время китайцы доработали этот инструмент, и сейчас он выглядит примерно вот так:

Вот так выглядят для него насадки

Купить можно по этой ссылке .
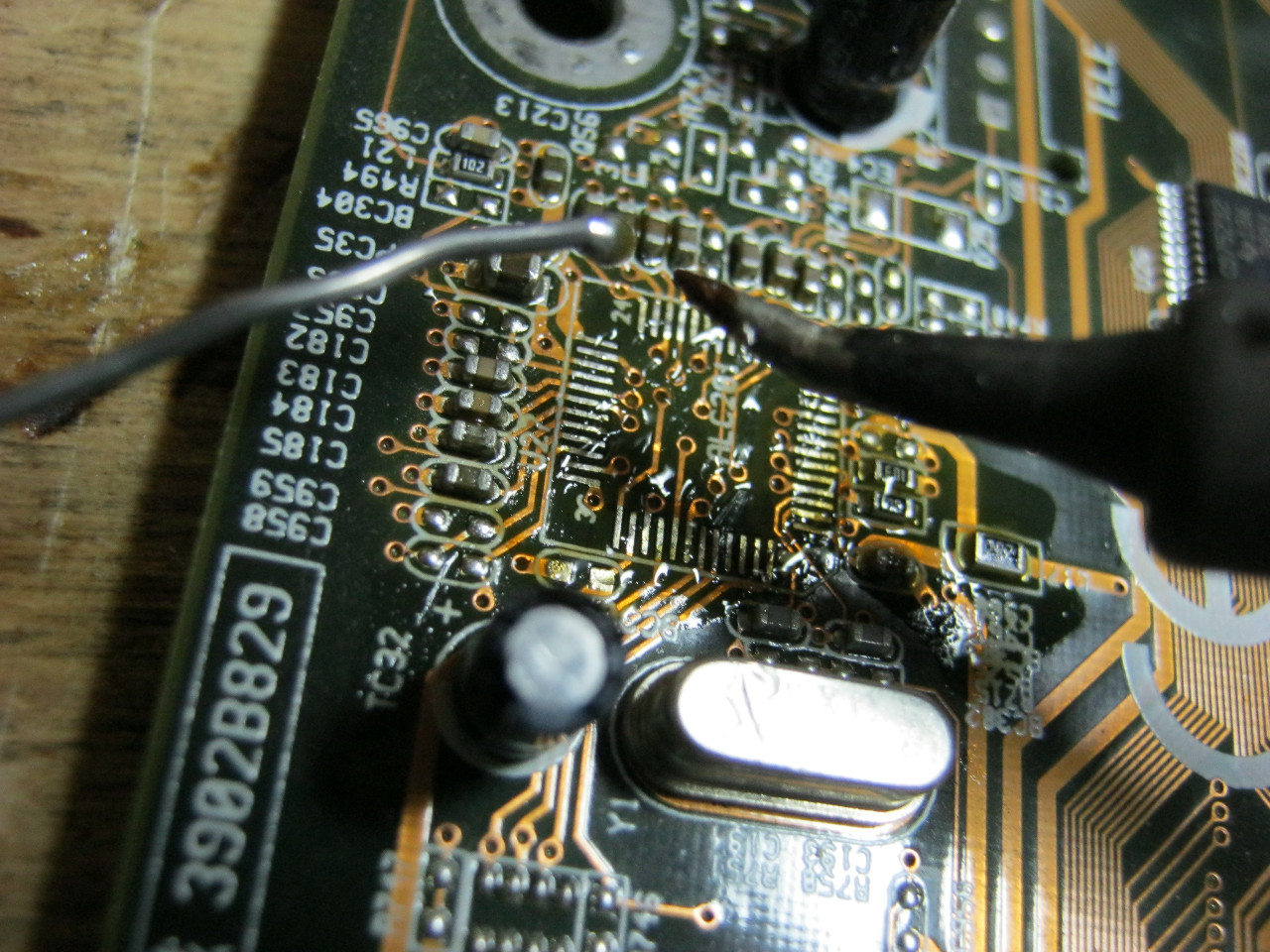
Как только видим, что припой начинает плавиться, беремся за край микросхемы и начинаем ее приподнимать.

Усики экстрактора микросхемы обладают очень большим пружинящим эффектом. Если мы будем поднимать микросхему какой-нибудь железякой, например, пинцетом, то у нас есть все шансы вырвать вместе с микросхемой и контактные дорожки (пятачки). Благодаря пружинящим усикам, микросхема отпаяется от платы только в тот момент, когда припой будет полностью расплавлен.
Вот и наступил этот момент.

Монтаж новой микросхемы
С помощью паяльника и медной оплетки чистим пятачки от излишнего припоя. На мой взгляд самая лучшая медная оплетка – это Goot Wick .

Вот что у нас получилось:

Должно получиться вот так

Здесь главное не жалеть флюса и припоя. Получились своего рода холмики, на которые мы и посадим нашу новую микросхему.
Теперь нам нужно очистить все это дело от разного рода нагара и мусора. Для этого используем ватную палочку, смоченную в Flux-Оff, либо в спирте. Подробнее про химию . У нас должны быть чистенькие и красивые контактные дорожки, приготовленные под микросхему.

Напоследок все это чуточку смазываем флюсом

Ставим новую микросхему по ключу и начинаем ее прожаривать, держа при этом фен как можно более вертикальнее, и круговыми движениями водим его по периметру.

Напоследок чуток еще смазываем флюсом и по периметру “приглаживаем” контакты микросхемы к пятакам с помощью паяльника.

Думаю, это самый простой способ запайки SMD микросхем. Если же микросхема новая, то надо будет залудить ее контакты флюсом ЛТИ-120 и припоем. Флюс ЛТИ-120 считается нейтральным флюсом, поэтому, он не будет причинять вред микросхеме.

Думаю, теперь вы знаете, как паять микросхемы правильно.
Искусство пайки нужно постигать постепенно. Начиная от спаивания проводов и переходя к печатным платам — каждый из способов имеет свои тонкости как в подборе расходников для пайки, так и в технике. Сегодня мы поделимся с читателями азами паяльного дела и базовыми навыками работы.
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.

Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником . Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.

Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной. Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.
 Жидкая и твёрдая канифоль
Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое. Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя. Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.

Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии. Есть также легкоплавкие припои, растекающиеся уже при 90-110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву. Специальные припои находят главное применение при пайке радиоаппаратуры.

Мощность и виды паяльников
Главным отличием паяльного инструмента является тип источника его питания. Для обывателей наиболее знакомы сетевые паяльники, питающиеся от 220 В. Их используют главным образом для пайки проводов и более массивных деталей, ибо перегреть медный провод практически невозможно за исключением, разве что, оплавления изоляции.

Плюс сетевых паяльников в их высокой мощности. За счёт неё обеспечивается качественный и глубокий прогрев детали, плюс не требуется громоздкого блока питания для работы. Из недостатков можно выделить невысокое удобство работы: паяльник довольно тяжёлый, жало расположено далеко от ручки и для тонкой работы такой инструмент не годится.

Паяльные станции используют термоконтроль для поддержания стабильного уровня температуры. Такие паяльники не обладают значительной мощностью, обычно 40 Вт — это уже потолок. Однако для чувствительной к перегреву электроники и пайки мелких деталей этот инструмент подходит наилучшим образом.
Выбор жала и уход за ним
Жала для паяльников различают по форме и материалу. С формой всё просто: самым примитивным и в то же время универсальным является шиловидное жало. Возможны вариации в форме лопаточки, конуса с затуплённым концом, со скосом и прочие. Главная задача при выборе формы — добиться максимальной площади соприкосновения с конкретным типом спаиваемых деталей, чтобы нагрев был мощным и при этом непродолжительным.

По материалу почти все жала медные, однако бывают с покрытием и без него. Покрывают медные жала хромом и никелем для увеличения жаростойкости и устранения окисления поверхности меди. Жала с покрытием очень долговечные, но несколько хуже смачиваются припоем и требуют бережного отношения. Для их чистки используют латунную стружку и вискозные губки.

Жала без покрытия можно по праву отнести к расходникам для пайки. Такое жало при работе периодически покрывается слоем окислов и припой перестаёт к нему прилипать. Рабочую кромку нужно заново зачистить и залудить, поэтому при интенсивном использовании жало стачивается достаточно быстро. Для замедления обгорания жала его рекомендуется предварительно отковать, а затем обточить для придания нужной формы.

Пайка проводов
Провода паять наиболее просто. Концы жил окунаем в раствор флюса и проводим по ним паяльником, жало которого обильно смочено во флюсе. В процессе лужения излишки расплавленного припоя желательно стряхивать. После нанесения полуды из проводов формируют скрутку, а затем тщательно прогревают её с небольшим количеством припоя, заполняя свободное пространство между жилами.

Возможен и иной способ, когда перед скручиванием провода просто тщательно смачивают флюсом и паяют без предварительного лужения. Особенно такой метод популярен при пайке многопроволочных жил и проводков небольшого диаметра. Если флюс качественный, а паяльник обеспечивает достаточно сильный прогрев, даже скрутка из 3-4 «пушистых» жил по 1,5 мм 2 хорошо пропитается оловом и будет надёжно спаяна.

Обратите внимание, что в электромонтаже , то есть внутри распределительных коробок, паять проводку не принято. В первую очередь по причине неразъёмности соединения, плюс ко всему спайка обладает значительным переходным сопротивлением и всегда есть высокий риск её корродирования. Провода паяют исключительно при соединениях внутри электроприборов или для лужения концов многопроволочных жил перед их затяжкой винтовыми клеммами.
Работа с электронными компонентами
Пайка электроники — наиболее обширная и сложная тема, требующая опыта, навыков и специального оборудования. Однако заменить неисправный элемент на печатной плате сможет и дилетант даже при наличии одного лишь сетевого паяльника.
Выводные элементы (которые с ножками) паять проще всего. Они предварительно неподвижно фиксируются (пластилином, воском) выводами в отверстиях платы. Затем с обратной стороны паяльник плотно прижимается к хвосту для его прогрева, после чего в место спайки вводится проволочка припоя, содержащего флюс. Слишком много олова не нужно, достаточно чтобы оно затекло в лунку со всех сторон и образовало некое подобие вытянутого колпака.

Если выводной элемент болтается и его нужно придерживать руками, то место спайки сперва смачивается флюсом. Его нужно очень небольшое количество, здесь оптимально использовать флаконы от лака для ногтей, предварительно промытые ацетоном. Олово при такой технике пайки набирается на паяльник в небольшом количестве и его капелька аккуратно подносится к выводу элемента в 1-2 мм от поверхности платы. По ножке припой стекает, равномерно заполняя лунку, после чего паяльник можно убирать.

Очень важно, чтобы соединяемые детали оставались неподвижными до полного остывания припоя. Даже малейшее нарушение формы олова при кристаллизации приводит к так называемой холодной спайке — дроблению всей массы припоя на множество мелких кристаллов. Характерный признак такого явления — резкое помутнение припоя. Его нужно разогреть заново и дождаться равномерного остывания в полной неподвижности.
 Некачественная, холодная пайка
Некачественная, холодная пайка
Для поддержания олова в жидком состоянии, достаточно чтобы паяльник контактировал залуженной поверхностью жала с любой точкой увлажнённого участка. Если паяльник буквально прилипает к спаиваемым деталям, это свидетельствует о недостатке мощности для нагрева. Для пайки чувствительных к нагреву полупроводниковых элементов и микросхем обычный припой можно смешивать с легкоплавким.
Пайка массивных деталей
Наконец, кратко расскажем о пайке деталей с высокой теплоёмкостью, таких как кабельные муфты, баки или посуда. Требование к неподвижности соединения здесь наиболее важно, крупные детали предварительно соединяют струбцинами, мелкие — комками пластилина, перед пропайкой соединения его прихватывают точечно в нескольких местах и снимают скрепы.
Паяют массивные детали как обычно — сперва полуда на месте соединения, затем заполнение шва жидким припоем. Однако припой в этих целях используют специальный, обычно тугоплавкий и способный сохранять высокую герметичность, а также хорошо выдерживающий частичный нагрев.

При такой пайке крайне важно поддерживать детали хорошо прогретыми. Для этих целей паяльный шов непосредственно перед местом спаивания подогревают газовой горелкой , а вместо обычного электрического паяльника используют массивный медный топорик. Его также постоянно подогревают в пламени горелки, попутно смачивая припоем, а затем заполняют соединение, частично расплавляя предыдущий шов на несколько миллиметров.
Подобная техника пайки с подогревом может использоваться и при работе обычным паяльником, например, при спайке толстых жил кабеля. Жало в этом случае выступает лишь оперативным инструментом для тщательного распределения олова, а основным источником нагрева служит газовая горелка.
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди...». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент - это паяльник, самый обычный с жалом в виде шила:
И припой c флюсом внутри :

Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую - проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО .
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.

Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.

Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.


Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.


Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:

Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.



Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
Успехов в пайке! Запах канифоли - это круто!
Умение паять в современной жизни, насыщенной электроприборами и электроникой, необходимо так же, как умение пользоваться отверткой. Методов пайки металлов существует много, но прежде всего нужно знать, как правильно паять паяльником. Такое, казалось бы, несложное действо имеет массу тонкостей и нюансов - начиная с выбора инструмента и заканчивая мерами безопасности при работе с ним.
Общие вопросы
Используют именно металлы, они имеют свойство растекаться по поверхности, если находятся в расплавленном виде. Этому способствуют силы гравитации и умеренного натяжения. Это свойство позволяет соединять несколько деталей. Они покрываются слоем припоя, фиксируя элементы в определенном положении.
Казалось бы, все элементарно: расплавил металл и покрыл им место крепления частей. На практике наблюдается более сложная ситуация, ведь важно, чтобы деталь была и прочной и проводимой электрическим током. В идеале слой должен быть тонким, но с максимальной укрывистостью.
Чтобы лучше спр авиться с этой операцией, нужно учитывать следующие моменты:

Обычно флюсы нужны для протравливания и удаления оксидной пленки. Кроме того, их применение - отличный способ защитить от коррозии. Без них сложно представить полноценную подготовку к пайке, ведь если детали не будут лудиться, то и качественного сочленения не достигнуть. Как правило, данные вещества представляют собой смеси солей, щелочей и кислот.
Можно выделить два типа флюсов:

 Выбор осуществляется на основании конкретных целей, которые необходимо достигнуть. Лучше, чтобы в арсенале присутствовали обе разновидности.
Выбор осуществляется на основании конкретных целей, которые необходимо достигнуть. Лучше, чтобы в арсенале присутствовали обе разновидности.
Фиксация осуществляется с помощью припоев . Как правило, в ход идут свинцово-оловянные марки (ПОС). После маркировки обязательно присутствует цифра, которая свидетельствует о концентрации олова. Чем внушительнее этот показатель, тем выше устойчивость к механическим воздействиям и электропроводность. Температура плавления при этом ниже. Свинец в соединении нужен для застывания. Без него олово не сможет сохранить однородность.
В продаже присутствуют особые разновидности припоев, в которых отсутствует свинец (БП). Он заменен индием или цинком. Большой плюс таких соединений - отсутствие токсичности. Температура плавления выше, но и прочность гораздо серьезнее.
Можно отыскать легкоплавкие марки. Это припои Вуда и Розе. Они растекаются при температуре 90−110 градусов. Применяются такие соединения при создании и ремонте аппаратуры.
Разнообразие видов работ и условий, в которых они производятся, породило возникновение нескольких типов паяльного оборудования.

Выбор жала паяльника
 Эта часть конструкции различна по форме и материалу, из которого произведена. Самым примитивным вариантом является шилообразное жало. Вариаций существует много: лопатка, конус, скос и т. д. Выбирая форму, нужно иметь представление о работе, которая будет выполняться этим жалом. Важно приобрести то, что будет обеспечивать максимальную площадь соприкосновения с поверхностью.
Эта часть конструкции различна по форме и материалу, из которого произведена. Самым примитивным вариантом является шилообразное жало. Вариаций существует много: лопатка, конус, скос и т. д. Выбирая форму, нужно иметь представление о работе, которая будет выполняться этим жалом. Важно приобрести то, что будет обеспечивать максимальную площадь соприкосновения с поверхностью.
Как правило, в качестве материала используется медь , в которую добавляются различные примеси (например, хром или никель). Это позволяет улучшить эксплуатационные свойства. В частности, значительно увеличивается долговечность.
Жало без покрытия быстро приходит в негодность. Его приходится периодически чистить и лудить . Чтобы нивелировать этот изъян, рекомендуется отковать этот элемент и обточить с целью придания той или иной формы.
В различных ситуациях этот инструмент может применяться с рядом особенностей, на которые стоит обратить внимание. От этого зависит не только конечное качество, но и степень осуществимости операции в целом.
Пайка проводки
 Концы окунаются во флюс и после этого по ним проводим жалом, смоченным этим же раствором. Тут важно стряхивать излишки с проводов
. Не пренебрегайте этим, если хотите добиться качественного соединения и безупречного функционирования.
Концы окунаются во флюс и после этого по ним проводим жалом, смоченным этим же раствором. Тут важно стряхивать излишки с проводов
. Не пренебрегайте этим, если хотите добиться качественного соединения и безупречного функционирования.
Когда предварительная стадия закончена, скручиваем провода и прогреваем их с небольшим количеством припоя. Все свободное пространство должно быть заполнено расплавленной смесью.
Если подразумеваются многопроволочные жилы, можно обойтись без лужения. Концы просто смачиваются и фиксируются без предварительной обработки жалом. Внутри распределительных щитов эта операция не производится, так как высок риск корродирования. Кроме того, подобные конструкции не относятся к категории разъемных.
Ремонт электроники
 Правильный
подход достижим только опытным путем. Если никогда не выполняли подобную работу, воспользуйтесь помощью специалиста, который подскажет, как работать паяльником
в этом случае, ведь важно, чтобы кто-то контролировал и вовремя вносил правки
в процесс. Но если речь идет о типовой печатной микросхеме
, справится даже тот, кто впервые взял в руки инструмент.
Правильный
подход достижим только опытным путем. Если никогда не выполняли подобную работу, воспользуйтесь помощью специалиста, который подскажет, как работать паяльником
в этом случае, ведь важно, чтобы кто-то контролировал и вовремя вносил правки
в процесс. Но если речь идет о типовой печатной микросхеме
, справится даже тот, кто впервые взял в руки инструмент.
Легче всего паять мелкие выводные элементы. Предварительно фиксируем их с помощью какого-нибудь вязкого вещества в отверстиях. Плотно прижимаем жало с обратной стороны для прогрева. Затем вводим в место спайки припой (его не должно быть слишком много).
Если выводной элемент болтается, сначала смачиваем его флюсом. При такой технике небольшая капля олова с паяльника переносится на ножку. Вещество стекает, заполняя собой отверстие.
Крупногабаритные детали
 Кабельные муфты, баки и посуда отличаются высокой теплоемкостью, поэтому процесс обслуживания
и соединения выглядит несколько иначе.
Кабельные муфты, баки и посуда отличаются высокой теплоемкостью, поэтому процесс обслуживания
и соединения выглядит несколько иначе.
Сначала добиваемся полной неподвижности. Это делается с помощью струбцин или пластилина (воска). Затем выполняется точечная спайка.
Следующий этап - лужение . Оно выполняется в местах фиксации. Важно подойти к этому процессу со всей тщательностью.
Затем - свободное пространство заполняется припоем. Используются специальные составы, отличающиеся тугоплавкостью и способностью сохранять герметичность на протяжении длительного отрезка времени.
Если предстоит сделать крупный шов, роль паяльника может исполнить медный топорик, подогреваемый на огне. Это все, что нужно для пайки в подобных случаях.
Важные моменты

Работа с паяльником не так проста, как это может показаться. Развитие этого умения существенно расширит спектр операций и техник , которые вы сможете использовать.