
Хотите отремонтировать или заменить коммуникации, выполненные из полимерных труб? Согласитесь, что совсем неплохо сэкономить на вызове мастера, выполнив сборку нового трубопровода самостоятельно. Но вы не знаете, как можно соединить отдельные элементы системы между собой и что для этого понадобится.
В представленной нами статье подробно описана технология сварки полипропиленовых труб – своими руками соединить их сможет любой начинающий сантехник. Мы расскажем, что нужно учитывать, как пользоваться паяльником для состыковки пластиковых элементов. Подскажем, в каких случаях применяются другие методы.
В помощь начинающему мастеру мы подобрали подробные видеролики, демонстрирующие пошаговый процесс выполнения сварки полипропилена, и фото-иллюстрации.
Одним из неоспоримых достоинств полимерных труб является простота сборки.
Монтаж элементов можно производить практически везде: прокладывать открытым способом на стенах либо размещать скрыто под полом.
Если сварка водопроводных труб из полипропилена произведена правильно, то собранная система исправно прослужит без ремонта не один десяток лет
Полимерные трубы выпускаются диаметрами от 20 до 110 мм. Для бытовых целей чаще всего используются изделия размером 20/25/32/40 мм. Область из применения определяет показатель номинального давления материала.
В маркировочной надписи он обозначается буквами «PN» :
- PN 10 – выбирают для обустройства холодного водоснабжения.
- PN 16 – используют для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- PN 20 – изделия, единственным ограничителем которых является температурный режим транспортируемой через них жидкостей. Он не должен превышать отметки в 75 °С.
- PN 25 – универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает отметки в 90 °С.
В продаже можно встретить полимерные изделия, оборудованные дополнительным армированием.

Армированные изделия применяют для прокладки на длинных участках в условиях, где необходимо снизить линейное расширение, возникающее при колебаниях температуры
Главной особенностью полимерных труб является невозможность их изгиба.
Поэтому все изменения траектории прокладываемой магистрали осуществляются только из прямых участков, соединенных между собой вспомогательными фурнитурными элементами:
- крестовины – для возможности ответвления основного потока;
- тройники – размножители потоков;
- муфты – для соединения труб на прямом участке;
- отводы – для изменений направления трубопровода.
Фитинги могут быть оснащены вплавленной металлической резьбой, которая дает возможность соединять полимерный трубопровод с металлическими элементами.

Чтобы швы получались максимально прочными и герметичными, важно обеспечивать точное совпадение диаметров состыковываемых элементов
При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При состыковке труб, выполненных из полимерных материалов, в зависимости от условий монтажа применяют один из двух способов:
- Пайка – предполагает разогрев и состыковку расплавленных концов элементов.
- Без пайки – предполагает соединение труб посредством компрессионных фитингов либо же путем реализации так называемой «холодной» сварки.
Второй способ монтажа удобен в том плане, что для его реализации нет необходимости задействовать специальное оборудование. Все работы можно выполнить с использованием простого инструмента – обжимного ключа.
Инструменты для соединения
Основной инструмент, используемый для соединения пластиковых труб – утюг для сварки. Это своеобразный паяльник, работающий от сети в 220В. Принцип работы устройства довольно прост. Роль нагревательного элемента утюга выполняет сварочный ТЭН, помещенный в металлический кожух.
Он прогревает до заданной температуры плиту, которая накаляет насадки. За поддерживание оптимальной температуры насадок отвечает терморегулятор. Пайке и типичным ошибкам, допускаемым при состыковке полипропиленовых труб, посвящена , с которой мы советуем ознакомиться.

Утюг представляет собой компактный и легкий сварочный прибор, оборудованный посадочными местами под размещение гильзы для труб и дорна для фасонных изделий
В комплекте к утюгу идут нагревающие насадки стандартных размеров. Накаляясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбирают в зависимости от диаметра используемых труб:
- 20-й размер – для труб диаметром в полдюйма;
- 25-й – для изделий диаметром 0,75 дюйма;
- 40-й – для элементов сечением 1,25 дюйма.
Поскольку стоимость такого сварочного аппарат довольно высока, а использовать его приходится не так уже часто, нет смысла приобретать оборудование. Инструмент лучше взять на день-два в аренду.
Для высококачественной нарезки и подготовки свариваемых участков лучше всего использовать специальный предназначенный для этого инструмент – . С его помощью можно получить ровный, гладкий и красивый срез.

Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент оснащен прорезиненной рукояткой
За неимением трубореза работу можно выполнить болгаркой или ножовкой по металлу. Единственное – на месте среза после таких инструментов остается бахрома. Но ее не составит труда удалить, зачистив полосой наждачной бумаги.
Помимо основных инструментов для проведения работ потребуются также:
- угольник;
- строительная рулетка;
- простой карандаш или маркер.
Планируя соединять трубы методом «холодной» сварки, необходимо заранее приобрести термоактивный клей, изготовленный на основе полиэфирной или эпоксидной смолы, либо же его термопластичный аналог, произведенный на основе каучука.
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа водопроводной или из полимеров являются тщательный расчет требуемого материала и грамотно выполненная сварка элементов.
Этап #1 - расчет материала и комплектующих
Чтобы облегчить себе работу, минимизировав тем самым ошибки при монтаже, первым делом необходимо начертить схему будущей системы, указав на ней число поворотов и разветвлений. При просчете количества труб к каждой длине отрезка следует прибавить по 25-40 мм, затрачиваемых на «провар».

Цена на полимерные изделия и необходимые для их монтажа фасонные элементы невелика, а потому на случай бракованных паяных пар, которые нередко возникают на первых порах работы, есть смысл сделать небольшой запас
Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют и вовсе приобрести несколько отрезков труб для предварительной тренировки. Такие затраты и по цене выйдут недорого и позволят избежать грубых ошибок при монтаже системы.
Особенностью является возрастание коэффициента линейного расширения под действием высоких температур.
Как результат: при нагревании или возрастании давления внутри системы трубы удлиняются и с течением времени начинают провисать. Чтобы предупредить это явление, при прокладке участков длиной свыше 4-5 метров потребуется также задействовать компенсаторы.

Компенсаторы представляют собой «П»-образные соединительные элементы, внешне напоминающие завернутые петли, которые обеспечивают надежность системы в процессе ее эксплуатации
Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, монтируя их между двумя неподвижными опорами. При необходимости можно приобрести и компенсаторы особой модификации, которые могут устранять линейное расширение на угловых сгибах трубопровода.
Выясним, как правильно сваривать полипропиленовые трубы, чтобы в местах соединений не было протечек.
Этап #2 - пайка элементов трубопровода
Вкратце суть технологии сварки заключается в том, что под действием высокой температуры концы состыковываемых элементов разогревают и путем плотного прижатия друг к другу соединяют.

Для создания прочного соединения при выполнении пайки саму трубу прогревают с внешней стороны, а задействуемые при ее состыковке вспомогательные элементы – с внутренней. На рисунке порядок выполнения действий: 1 – размечаем; 2 – прогреваем нужное количество секунд; 3 – соединяем 2 отрезка между собой; 4 – выдерживаем рекомендованное количество секунд до охлаждения
Перед началом работ отрезанные на указанную длину куски труб избавляют от неровностей и заусениц. Если в трубе предусмотрена прослойка внутреннего или внешнего фольгирования, ее необходимо предварительно зачистить торцевателем, оснащенным хорошо заточенными и отрегулированными ножами.
При выполнении зачистки с использованием торцевателя трубу необходимо заглубить в инструмент до упора.
Работу по сварке пластиковых труб своими руками выполняют в такой последовательности:
- Подключают к электропитанию с тем, чтобы разогреть оборудование до оптимальной температуры в 260-270 °С.
- Подлежащие соединению отрезки труб одновременно надевают на насадки, обеспечивая максимально ровное вхождение. Эту работу следует выполнять быстро и уверенно.
- Выдержав указанное в инструкции время, пока фитинги и концы труб расплавятся, извлекают элементы из нагревательных насадок.
- Состыковывают расплавленные концы между собой, аккуратно вжимая друг в друга в течение 15-20 секунд.
- Скрепленные детали оставляют в статичном положении с тем, чтобы шов полностью остыл, а соединение стало монолитным.
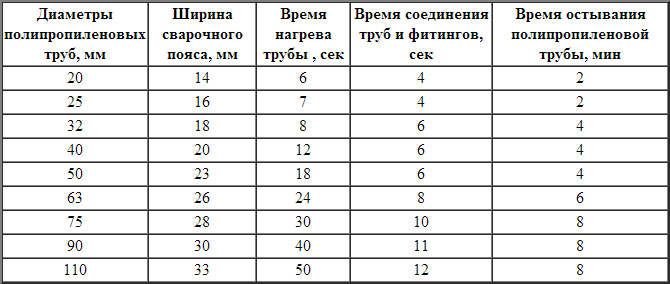
Определить продолжительность нагрева можно из прилагаемой к оборудованию инструкции или воспользовавшись приведенной ниже таблицей.

Продолжительность нагрева для достижения полной полимеризации состыковываемых элементов зависит от диаметра изделий и толщины их стенок
Пренебрегать указанными в таблице требованиями по времени нагрева нельзя. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерное перегревание приведет к тому, что полипропилен «потечет», а детали деформируются.
Как следствие: на внутренней поверхности сварных швов образуются выступы, которые значительно уменьшат диаметр трубопровода.

Чтобы иметь возможность контролировать глубину вхождения отрезков в нагревательный элемент, снизив тем самым вероятность дефекта, на их концах желательно предварительно сделать засечки. Условные обозначения: 1 – прогревание двух отрезков полипропиленового трубопровода; 2 – своевременно снятие труб с паяльника; 3 – соединение двух элементов между собой; 4 – на трубе отмечена глубина состыковки для выполнения правильного соединения
После завершения полимеризации и застывания, на которое уходит около 20 секунд, стык готов. По такой же технологии спаивают все последующие узлы до победного конца, пока система отопления или не будет полностью собран.
Температурные параметры проведения приведены в статье, с которой самостоятельным домашним мастерам следует обязательно ознакомиться перед стартом работ.
Типичные ошибки при монтаже
Основные ошибки, которые допускают начинающие мастера при работе с полимерными изделиями:
- Нагревание деталей . В момент нагревания детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно повлиять на эксплуатационные параметры всей сантехнической системы.
- Состыковка полимеризованных концов . Выполняя надавливание расплавленных концов элементов нельзя проворачивать детали вокруг своей оси. Это может привести к тому, что шов получится недостаточно прочным.
- Корректировка соосности . При состыковке элементов допускается лишь легкая корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд.
Еще один важный момент: выполняя впаивание фитингов с арматурой, необходимо обязательно учитывать расположение вентилей, обеспечивая им свободный полный ход.

Нагретый полипропилен остывает настолько быстро, что уже через час с момента завершения монтажа в систему можно смело подавать воду
Если после состыковки элементов в качестве какого-либо шва возникли сомнения, место соединения лучше вырезать и заново переделать.
Устранение дефектов лучше выполнить на этапе монтажа конструкции, поскольку заменить протекающий стык в запущенной системе гораздо проблематичнее.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 - установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.

Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 - склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.

Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С. Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Выводы и полезное видео по теме
О тонкостях процессов пайки и склеивания труб можно узнать из следующих видеороликов:
Видео #1. Как правильно паять трубы:
Видео #2. Сборка водопровода без пайки:
Работы по самостоятельной состыковке полипропиленовых труб даже у начинающего мастера не должны вызвать особых сложностей. Нужно лишь четко и добросовестно выполнять все технологические нормы. И тогда собственноручно собранный трубопровод будет радовать вас беспроблемной работой.
Пишите, пожалуйста, комментарии в расположенном ниже блоке. Задавайте вопросы по спорным моментам, делитесь информацией, которая может быть полезна посетителям сайта. Оставляйте посты с собственным мнением, размещайте фотоснимки по теме статьи.
Для создания комфортных условий жизни постоянно разрабатываются новые технологии, изобретаются новые материалы, воплощаются новые идеи. На протяжении последних нескольких десятилетий для монтажа водопроводной системы, канализации, а в последнее время – системы отопления, используют пластиковые трубы, в частности полипропиленовые. Они имеют массу преимуществ по сравнению с чугунными или металлическими и кардинально отличаются методом монтажа - сварка при помощи специального аппарата паяльника. К тому же сварку полипропиленовых труб может произвести самостоятельно, не прибегая к помощи наемных работников. Немного потренировавшись, можно с легкостью установить трубопровод в новом доме или заменить старую водопроводную систему.
Для установки полипропиленовых труб применяются физические свойства материала. При нагревании полипропилен плавится, после чего переходит в жидкое состояние. Две детали нагревают в местах соединения до размягчения, но, не допустив перехода в расплавленное состояние. Затем их стыкуют между собой и сжимают при небольшом усилии. В результате можно получить соединение, которое будет выглядеть как единое целое - стыков, трещин и других дефектов при правильной из полипропилена видно не должно быть. После остывания материал снова становится твердым и сохраняет все первоначальные свойства.
Безусловно, для качественного монтажа необходим навык и опыт работы. Но для того, чтоб технология сварки полипропиленовых труб была соблюдена в полном объеме, необходимо иметь сварочный аппарат, который обеспечит необходимый температурный режим.
Какое сварочное оборудование необходимо иметь и как сварить полипропиленовые трубы поговорим далее.
Разновидности аппаратов для монтажа полипропиленовых труб
Аппарат для сварки представляет собой корпус, на котором расположен нагревательный элемент, насадки разных диаметров. В магазинах представлены два вида сварочного оборудования.
- Аппарат для муфтового соединения. Это наиболее распространенный вид для сварки полипропилена. Его конструкция очень проста, а работа с ним происходит в ручном режиме. Сварка полипропиленовых труб своими руками ручным прибором может пройти качественно и быстро.
- Прибор для стыкового соединения. В быту применяется редко из-за высокой стоимости и сложности управления, но при его помощи можно легко сварить две трубы диаметром более 40 мм. Аппарат полностью механизирован. Он оборудован ножом для резки, нагревательного диска, устанавливаемого между двумя деталями, и после окончания времени нагрева убирается. Сжатие также происходит автоматически.
При выборе оборудования необходимо обращать внимание на то, что входит в набор для сварки полипропиленовых труб, а именно достаточное ли количество насадок разных диаметров в нем находится. Еще один немаловажный параметр для выбора сварочного аппарата - это его мощность, которой должно быть достаточно для нагрева свариваемых труб до требуемой температуры и быть в пределах 0,7-1 кВт.
Профессиональные мастера советуют обращать на страну изготовителя комплектов сварочного оборудования для полипропилена. Лучшим оборудованием признано европейское. Уступает по качеству, срокам эксплуатации, цене турецкое и китайское оборудование (он может сразу выйти из строя или использовать для набора опыта, таким образом, новичкам можно остановить свой выбор на этих производителях).
Температурный режим пайки
Необходимо, чтоб температура сварки полипропиленовых труб была около 260 о С. Как правило, любой паяльник (с регулировкой температуры или без) может обеспечить такое значение.
На качество швов сварки полипропиленовых труб отражается выбор оптимального температурного режима и время выдержки материала под нагревом. Если эти параметры ниже необходимого значения, то стык получается недостаточно крепким, с течением времени может дать течь. Когда время нагрева и температура завышены – материал сильно расплавляется, шов получается слишком большим и некрасивым. Кроме того, попав внутрь может значительно уменьшить диаметр.
Стоит учитывать и температуру вокруг аппарата для сварки, если она низкая необходимо увеличивать время выдержки на 2 секунды, если высокая, наоборот, уменьшать. Придерживаясь этих простых правил, сварка полипропиленовых труб своими руками пройдет легко.
Диаметр трубы тоже имеет большое значение. В таблице описаны необходимые параметры при + 20 о С как правильно сваривать полипропиленовые трубы.
| Наружный диаметр труб, мм | Время нагрева, с |
|---|---|
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 20 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50 |

Процесс соединение труб при помощи паяльника
Технология сварки полипропиленовых труб довольно проста, но не стоит забывать о некоторых моментах.
- Перед началом работы необходимо разогреть сварочный аппарат. Но перед тем как включить его в электрическую сеть, нужно установить, подходящую по размеру диаметра, насадку. Температуру нужно выставить на 260 о С, только после этого включить в розетку. После того как температура будет набрана, сработает сигнализация или погаснет индикаторная лампочка (смотря какая используется модель аппарата для сварки). Это будет означать, что паяльник для сварки полипропиленовых труб готов и можно приступать к работе.
- Подготовка комплектующих. Неправильные, кривые с заусенцами, задирами срезы могут свести на нет все усилия по установке системы. Резку производят специальными ножницами. Их применяют следующим образом. На держатель, который надежно фиксирует материал в неподвижном состоянии, укладывается деталь, а режущая часть находится сверху и легко делается срез. Единственный недостаток при этом процессе устают руки. Можно воспользоваться для порезки болгаркой, но в этом случае много времени уйдет на обработку среза и его зачистку. Перед тем как сваривать, необходимо обезжирить, высушить все детали.
- Проведение сваривания полипропиленовых труб и инструкция по нагреву была описана выше, поэтому повторяться не будем. Обратите внимание, для хорошего, а также качественного шва все комплектующие для водопровода, канализации или отопления необходимо покупать от одного производителя. Это обеспечит подходящие по диаметру фитинги к диаметру труб (в холодном состоянии они должны с усилием соединяться). После нагрева соединительных частей снять с нагревательного элемента и соединить между собой, сразу устанавливая горизонтальное положение. После остывания исправить положение деталей между собой будет невозможно без деформации стыка. Процесс сваривания требует затраты физических усилий на несколько секунд. Соединение необходимо оставить на 2-3 минуты для остывания и после этого можно продолжать монтировать цепь далее.
Это и вся технология. Теперь Вы знаете, как варить полипропиленовые трубы самостоятельно.
Закончив работу с паяльником, обязательно требуется очищение его от материала, что остался при помощи любого мягкого куска ткани.
Оборудование для сваривания полипропиленовых труб работает от электричества и с высокими температурами, поэтому при проведении работ на нем необходимо соблюдать правила безопасности:
- следить за тем, чтоб была надежная изоляция электрических составляющих;
- не прикасаться к нагревающим элементам.
В современных системах водоснабжения и отопления чугун давно уже не используется. Ему на смену пришел легкий, удобный в монтаже и не подверженный коррозии пластик. Сегодня мы расскажем о сварке полипропиленовых труб своими руками для начинающих – основных этапах этого процесса и его тонкостях.
Требуемые инструменты
Для работы нам понадобятся:Фитинги;
Сами полипропиленовые трубы;
Специальный аппарат для сварки таких труб;
Сварочный аппарат
Ножовка для их резки, специальный резак часто продается в комплекте со сварочным аппаратом, при больших объемах работ можно использовать кольцевой резчик или специальные ножницы;
Обезжириватель (этиловый или изобутиловый спирт); ацетон в данном случае применять запрещено, так как он способен размягчать пластик;
Фаскосниматель: его внутренняя часть напоминает точилку для карандашей, однако, так как фаска должна сниматься ровно, ножи расположены под другим углом; заменить фаскосниматель можно обычным напильником и ножом;

Фаскосниматель для пластиковых труб
Шейвер: инструмент для снятия армированного слоя (если наши трубы имеют слой армирования).

Шейвер
Совет. Трубы, подходящие близко к котлу отопления (на расстояние ближе полуметра), должны быть изготовлены только из металла. С полипропиленом их соединяют с помощью переходников со сварного соединения на резьбовое.
Основные этапы работы
Чтобы набить руку, для начала можно попробовать потренироваться и соединить пару труб. Для этого:1. Берем трубу нужного размера.
2. Очищаем ее края от заусенец, образованных при резке, напильником или фаскоснимателем.
3. Карандашом отмечаем на конце трубы (см. фото), какой участок нам необходимо расплавить, то есть намечаем то место, куда будет надеваться фитинг.

Намечаем карандашом место спайки
4. Обрабатываем трубу и фитинг обезжиривающим составом.
5. Прочно фиксируем к столу сварочный аппарат.
6. В его комплект входят насадки разного диаметра. Берем требуемые насадки (одну для фитинга и одну для трубы) и крепим их с двух сторон аппарата.
7. Выставляем температуру 260°.
8. Как только лампочки погасли (это означает, что аппарат достаточно нагрелся), можно приступать к работе. Среднее время его нагревания 2-3 минуты.
9. Надеваем на горячие насадки (их две) фитинг и трубу до карандашной отметки. Слишком давить на свариваемые части или вращать их не следует.

Стыковой сварочный аппарат. Фитинг и труба надеваются на горячие насадки
10. Отсчитываем положенное количество времени. Время нагрева всегда указывается в инструкции. К примеру, для 25-миллиметровой трубы оно ровно 7 секундам).

Время нагревания аппарата зависит от диаметра трубы
11. Быстро и аккуратно снимаем нагретые детали, чуть придерживая сварочный аппарат.
12. Соединяем их друг с другом. Излишнее давление на них или вращение также недопустимы.
13. Ждем несколько секунд.
14. Если мы сделали все правильно, получаем идеально ровное однородное соединение.
Новичкам, впервые ознакомившись со сварочным аппаратом, стоит прислушиваться к следующим рекомендациям:Армированный слой на отрезке соединения следует удалять обязательно, в противном случае соединение будет неоднородным и непрочным;

При покупке аппарата не обязательно тратить лишние деньги и приобретать модель с терморегулятором, ведь нам потребуется один-единственный температурный режим в 260°С; использование других режимов может привести к некачественному соединению;
Вода по трубам должна проходить свободно; чтобы в месте спайки не образовалось препятствие в виде застывшего пластика, не следует при соединении слишком давить на расплавленные детали; однако слабое давление тоже недопустимо – длины соединения для надежного крепления будет недостаточно; это может привести к образованию завихрения и падения давления в системе;
Основное правило такой пайки: первым на насадку надевается фитинг, а лишь затем труба; отсчет времени начинается тогда, когда обе детали окажутся на аппарате;
Полипропилен схватывается за 4-8 секунд, но сразу отпускать его не стоит – чтобы он окончательно застыл, выждать необходимо 20-30 секунд;
Детали при остывании должны быть неподвижными, малейший сдвиг может нарушить герметичность соединения; поэтому до начала пайки лучше подготовить специальные струбцины для их фиксации; сделать их можно из любого бруска дерева или прочной проволоки;
Охлаждение полученного узла водой или струей холодного воздуха запрещено – соединение будет непрочным;
Не стоит разогревать трубу и фитинг больше положенного времени – полипропилен будет деформироваться; при меньшем количество времени для нагрева соединение деталей будет затруднено;
При правильной сварке часть пластика должна образовать небольшой наплыв на муфту;
Проверить качество своей работы можно, разрезав пополам соединенный участок; вы должны увидеть в месте стыка ровное монолитное соединение без деформаций и пустот.
Какие трубы выбрать?
Трубы из полипропилена подразделяются на три основных вида:Армированные стекловолокном: так как полипропилен способен расширяется при нагревании, для нейтрализации температурного расширения (изменения размеров трубы при нагревании) используют армирование; такие изделия применяются для прокладки труб отопительной системы при ее нагреве до 90°С: при стандартной толщине стенки 3,5 мм внутренний их диаметр 25 мм;
Армированные фольгой: принцип действия схож с предыдущим; выдерживают больший нагрев до 95°С;
Без армирования: имеют тот же диаметр, однако стенки чуть тоньше – 2,8 мм.
Для холодного водоснабжения можно использовать любые типы труб, однако наиболее рационально монтировать в системе обычные однослойные без армирования. Ведь их стоимость ниже. В системах отопления, нагреваемых свыше 70°С, лучше использовать изделия, армированные фольгой. Стекловолокно лучше брать лишь в тех случаях, когда отопительная система не нагревается выше указанного предела.
Важно! Трубы без армирования плохо переносят воздействие повышенного давления и повышенных температур, поэтому для устройства систем отопления не предназначены.
Видео: Сварка полипропиленовых труб своими руками
Часть 1
Часть 2
Часть 3
Один из лучших способов заменить старые элементы трубопровода или проложить новый, – заняться монтажом полипропиленовых труб своими руками. Работа не займет много времени, если в доме есть сами трубы, необходимый набор фитингов и сварочный аппарат для полипропиленовых труб. Буквально через полчаса уже можно будет пользоваться новой системой.
Такая технология сварки называется раструбной (муфтовой). Трубы соединяют не стык в стык, как металлические, а через дополнительные переходники – фитинги, с которыми спаиваются края при температуре 260 градусов. Также есть фитинги-переходники со сварного на резьбовое соединение.
Инструменты для сварки
Аппарат для сварки  Разновидности фитингов для полипропилена Для полноценной работы потребуется следующий список инструментов.
Разновидности фитингов для полипропилена Для полноценной работы потребуется следующий список инструментов.
- Сварочное оборудование (аппарат для сварки полипропиленовых труб, специальный утюг, паяльник)
- Набор насадок для паяльника (наиболее популярны модели по 20 мм)
- Специальные ножницы или кольцевой резчик. При маленьких объемах работ можно обойтись и обычной пилой/ножом
- Шейвер для зачистки контура (понадобится при снятии армированного покрытия, если оно имеется)
- Фаскосниматель. Его используют в случае плохого качества контура (лохмотьев), чтобы не задирался пластик. Но при использовании специальных ножниц это не произойдет. При необходимости можно сделать точилку своими руками, впаяв в фитинг под 45° лезвие ножа
Самодельный сварочный аппарат для полипропилена
Цена на паяльники для полипропиленовых труб начинается от 1000 рублей. Если объем работы не такой большой и есть желание сэкономить, то можно сделать паяльник своими руками.
Для этого понадобится:
- старый утюг – 0 руб.;
- двусторонняя насадка под нужный размер – 250 руб.;
- компьютерная термопаста – 140 руб.;
- дрель, сверло по металлу и болт с шайбой соответствующего диаметра.


- Прикрутите насадку к подошве утюга, смазав её торцы термопастой для хорошей теплопередачи.
- Заранее определитесь, как удобнее будет работать, и закрепите насадку большей стороной вверх или наоборот. Важно сделать это вначале, т. к. при нагретом утюге сменить её будет трудно.
- Отпилите острый кончик утюга для удобства работы у стены.
- Перед работой прогрейте утюг в течение нескольких минут и подождите, пока он включит нагрев второй раз.
- Температура насадки должна быть 260°-270°C. Если датчика температуры нет, можно приблизительно измерить её с помощью свинца и олова. Олово (для припоя) должно плавиться хорошо, температура его плавления 231°C, а свинец начнет плавиться только при 327°C.
Видео-урок
Видео-инструкция покажет, как производится сварка полипропиленовых труб.
nn nrn(adsbygoogle = window.adsbygoogle || ).push({});rn
Инструкция по монтажу

- Перед началом работ важно определиться с местом прокладки труб. Желательно сделать план на бумаге, чтобы снизить количество свариваний «на весу». Гораздо удобнее будет собрать основные элементы на столе, и затем в несколько приемов закрепить их в систему.
- Чтобы соединить полипропиленовые трубы, нагревают края элементов. Внутренняя стенка нагревается в муфте, а трубы с внешней стороны. Для этого их практически до конца надевают на насадку паяльника, и держат несколько секунд.
- После этого сразу соединяют элементы в нужном направлении. У вас будет пара секунд, чтобы при необходимости отцентровать их, обычно это делается на глаз. При этом нельзя крутить их внутри по отношению друг к другу. Время сварки зависит от толщины пластика и ширины шва.
- Нагретый полипропилен смешается на месте стыка, и надежно сварится, если его нагрели его до нужной температуры. Слишком долго его держать на паяльнике тоже нельзя, пластик может потечь, уменьшится внутренний диаметр канала, нарушится герметичность соединения.
- При правильном соединении часть пластика должна равномерно выйти, образовав небольшой наплыв на муфту. Если при одевании возникают проблемы и пластик сильно загибается, нужно снять фаску с кромки.
- Сварочный аппарат для пайки должен стоять на подставке (специальной струбцине). Нужно выставить температуру на регуляторе в 260°C, но для скорости работ можно увеличить её до 280°C. Другие температуры приведут к ненадежному соединению, поэтому при покупке аппарата необязательно выбирать модель с терморегулятором.
- На нагревательную насадку элементы будут одеваться с трудом, потому что имеют больший радиус. При одевании можно немного повертеть их по оси, чтобы было проще надеть на насадку. Однако вставлять трубы до упора нельзя, чтобы не оплавились вовнутрь их торцы. Вначале, чтобы избежать этого, стоит делать отметки карандашом, но потом уже несложно будет почувствовать нужную глубину.
- Когда все элементы собраны, можно приступить к сварке «на весу». Обычно это переходы между стен, соединение с батареями, вводы водоснабжения.
- Если трубы подходят к котлу, поблизости не должно быть пластика. Чтобы его «не подпустить», трубы подводят с помощью переходника со сварного соединения на резьбовое, через металлическую трубу длиной более 0,5 м.
- Не забудьте установить запорный вентиль перед новым участком трубопровода, это поможет при ремонте или установке новой точки.
- Запуск нового отрезка покажет, правильно ли прошёл процесс пайки. Открыв запорный вентиль и пустив воду в систему, проверьте все соединения на предмет протечек.

Перед тем как спаять полипропиленовые трубы, обязательно открывают кран на муфте, иначе воздух будет выталкивать его из насадки паяльника.
Согласно немецким нормам DVS-2207-1, зачистка для полипропиленовых труб должна иметь угол 15°, и углубление на 2-3 мм. В России стандартом считается скос фаски на 45° и углубление на 1/3 толщины. Фактически, подойдет любая фаска в этих пределах. Главное, чтобы она была равномерной.
 Ручной труборез
Ручной труборез 
Обычные пластиковые трубы подходят только для холодной воды, они не предназначены для работы под давлением. При монтаже трубопроводов и отопления необходимо использовать только армированные полипропиленовые трубы. Для их сварки понадобится снять часть армирования специальным шейвером.
 Шейвер для зачистки кромок от армирования
Шейвер для зачистки кромок от армирования Соединение металла с полипропиленом

При ремонте часто случаются ситуации, когда к старым металлическим трубам нужно подсоединить новый участок из полипропилена. Данное соединение делается с помощью специальных фитингов. Если к полипропилену фитинг припаивается паяльником, то при соединении к металлической трубе можно пойти двумя путями. Можно приварить трубу к фитинги при помощи сварочного аппарата, а можно нарезать резьбу на трубе и прикрутить фитинг. Приварить проще, но нужен сварочный аппарат, поэтому обычно нарезается резьба на трубе. Перед операцией по соединению железный отрезок зачищается и смазывается солидолом.
Использование полипропиленовых труб позволяет спрятать их внутрь стены, в отличие от винтовых металлических. Предварительно важно убедиться в герметичности соединений.
Теперь вы знаете, как правильно паять полипропиленовые трубы, и без труда сможете сделать это самостоятельно. Вначале потренируйтесь на маленьких обрезках, и у вас быстро получится обновить водопровод для дома.
Монтаж полипропиленовых труб своими руками - задача, посильная для всякого, кто обладает мало-мальским навыком физической работы.
Высокая надежность сварных соединений позволяет производить скрытый монтаж трубопроводов - с заделкой в конструкцию здания. Это создает дополнительные преимущества с точки зрения дизайна помещений.
Некоторые общие правила сварки пластиковых труб
Существует два способа соединения пластмассовых труб - враструб и встык. Независимо от способа соединения, при сварке полипропиленовых труб необходимо придерживаться определенных правил, без соблюдения которых высокая прочность шва не может быть гарантирована.Хорошо свариваться могут только термопласты одного химического состава, т.е. трубы ПП типа 3 должны соединяться с трубами и фитингами из ПП типа 3. В этом случае при нагреве до определенной температуры, изделия имеют одинаковую текучесть, обеспечивающую качественное соединение. При условии одинаковой марки труб, их цвет значения не имеет. Он определяется очень малым количеством химически нейтрального пигмента, не оказывающего влияния на свариваемость.
Свариваемые части труб и инструмент должны быть чистыми. Особенно отрицательно сказывается на качестве соединения наличие на поверхности деталей масла и жира. Их нужно удалять с помощью спирта, ацетона или других растворителей. Инструмент следует очищать спиртом. Используемая для этих целей ветошь не должна оставлять волокон.
К загрязнениям можно отнести и внешний слой полимера, подвергнувшийся разрушению под действием ультрафиолета и кислорода воздуха. Удалить его можно только механической зачисткой. Иногда на поверхности труб может конденсироваться влага, которая также представляет опасность для соединения. Перед сваркой ее нужно удалить просушкой.
Не нужно пытаться ускорить охлаждение соединения с помощью воды или холодного воздуха. Быстрое охлаждение шва может привести к возникновению напряжений, снижающих его прочность. Если сварка полипропиленовых труб происходит при низкой температуре окружающего воздуха, нужно замедлить охлаждение, укрыв шов тканью или теплоизолятором.
Сварка пластиковых труб враструб является основным способом соединения при монтаже трубопроводов различного назначения в домах и квартирах, поскольку предназначена она преимущественно для соединения труб небольших диаметров.Для сварки полипропиленовых труб используются фитинги (углы, тройники, отводы) из того же материала, что и сами трубы. Использование дополнительных соединительных деталей нельзя рассматривать как недостаток способа, поскольку одновременно с соединяющей функцией они также играют роль элементов, обеспечивающих изменение направления трубопроводов.
Схематично процесс сварки враструб представляет собой оплавление сопрягаемых поверхностей (внешней поверхности трубы и внутренней - фитинга) с помощью специального нагревательного инструмента, сборку нагретых деталей (вставка трубы в фитинг) и оставление их в таком положении до охлаждения.


Соединение враструб является более надежным, чем сварка встык. Сам характер соединения (труба вставляется в фитинг) обеспечивает его повышенную прочность, не требует инструмента для центровки труб и не предъявляет высоких требований к практическим навыкам пользователя. Сварка полипропиленовых труб своими руками посильна не только любому мужчине, но и многим женщинам.
Оборудование для сварки враструб . Аппараты для сварки полипропиленовых труб враструб, называемые также паяльниками или утюгами, представляют собой устройства, основной частью которых является нагревательная головка, на которой закрепляются сменные элементы - муфты и дорны. Первые служат для нагрева наружных поверхностей труб, вторые нагревают внутренние поверхности фитингов.

Непосредственно нагреватель чаще всего имеет форму треугольной пластины, хотя встречаются и другие виды исполнения. Размеры пластины определяют размер насадок (диаметр труб, которые можно сваривать) и число нагревательных пар, которое может быть установлено одновременно. Чем больше площадь пластины, тем мощнее аппарат.
При закреплении, муфты и дорны нужно размещать таким образом, чтобы обеспечивался их контакт с пластиной всей опорной поверхностью.

Что касается мощности паяльника, если муфта и дорн контактируют с пластиной по всей площади, то необходимая температура нагревательной пары в 260°C будет достигнута в любом случае - независимо от мощности паяльника (в разумных пределах). Просто менее мощному аппарату для выхода на рабочий режим потребуется больше времени, чем более мощному.
Существуют модели паяльников, у которых нагревательная головка имеет форму стержня. Их основным достоинством является компактность. Что касается технических параметров, то форма головки на них особого влияния не оказывает.

Важное значение имеет тип используемого термодатчика. Чем точнее его работа и меньше диапазон колебания температуры, тем качественней паяльник. Наиболее совершенными считаются электронные терморегуляторы, представляющие собой терморезисторы, способные измерять температуру не только очень точно, но и близко к рабочим поверхностям дорнов и муфт. Их использование позволяет снизить температурную инерционность аппарата, приблизить фактическую температуру нагревательной пары к той, которая отображается на шкале прибора. Капиллярные термостаты и тем более биметаллические реле работают более грубо. Диапазон регулировки и расхождение между фактической температурой дорна и муфты и той, которая установлена на шкале прибора, у них гораздо выше, чем у терморезисторов.
Однако независимо от используемого терморегулятора, после выхода аппарата на рабочий режим (согласно показаниям индикатора) нужно дать ему еще несколько минут на то, чтобы температура насадок окончательно сравнялась с той, которую показывает прибор. И только после этого приниматься за работу.
Можно встретить паяльники с двумя нагревательными элементами разной мощности, оснащенные отельными включателями. Причем мощность каждого нагревателя обеспечивает необходимый температурный режим в одиночку. Это позволяет выбирать оптимальную мощность, или использовать второй нагревательный элемент в качестве дублирующего на случай перегорания первого. Нагреватели можно включать и одновременно для форсированного выхода на рабочий режим.
Кроме набора дорнов и муфт, в комплект оборудования для сварки полипропиленовых труб могут входить различные вспомогательные инструменты и материалы - фаскосниматель, калиброватель, торцеватель, ножницы для резки труб, очищающая жидкость и пр. Не все из них входят в базовую комплектацию, некоторые предлагаются опционно.

Укомплектованность сварочного аппарата инструментом для подготовительных операций не менее важна, чем технические параметры самого паяльника. Желательно иметь как можно более полный набор, это даст возможность работать с любой трубой независимо от ее размера и характера армирования.

Технология сварки враструб
Внешний диаметр трубы чуть больше номинального диаметра, а внутренний диаметр фитинга - чуть меньше номинального диаметра трубопровода. Например, труба диаметром 20 мм на самом деле имеет внешний диаметр 20,3-20,5 мм, а фитинг для трубопровода диаметром 20 мм имеет внутренний диаметр 19,5-19,7 мм. При этом диаметры рабочих поверхностей муфт и дорнов в их средней части (рабочие поверхности конические, конусность около 0,5°) соответствуют номинальному диаметру.Таким образом, труба и фитинг без нагрева не могут быть совмещены ни с муфтой и дорном, ни друг с другом.
В процессе совмещения трубы с нагретой муфтой, внешний слой трубы оплавляется и выдавливается наружу в форме валика (грата), а внутренние слои прогреваются достаточно, чтобы упруго сжаться и позволить трубе войти в нагретую муфту. Похожий эффект наблюдается при совмещении фитинга с нагретым дорном. При соединении после нагрева трубы и фитинга, труба упруго сжимается, а фитинг упруго растягивается. В результате нагретые свариваемые поверхности давят друг на друга, вытесняя воздух и обеспечивая перемешивание расплавленного материала.
Технология сварки полипропиленовых труб враструб состоит в выполнении следующих операций: резка трубы, подготовка деталей к сварке, монтаж и вывод на рабочий режим сварочного аппарата, установка деталей на прогрев, сборка соединения и его охлаждение.
Без больших усилий совместить трубу и фитинг вручную с нагретым инструментом, а затем - совместить трубу с фитингом в соединение, удается только при сварке трубопроводов небольших диаметров - до 40-50 мм. Для сварки труб диаметром больше 50 мм лучше использовать специальные центраторы для раструбной сварки.
Резка труб . Резку трубы выполняют специальными ножницами, исключающими смятие ее стенки.

Подготовка труб и фитингов к сварке . Стандартная подготовка заключается в очистке и обезжиривании наружной поверхности трубы и внутренней поверхности фитинга. Однако кроме стандартной есть еще и специальная подготовка, выполняемая в отношении армированных труб, - но не всех, а лишь некоторых из них. Осуществляющим монтаж полипропиленовых труб своими руками необходимо знать об особенностях подготовки труб, имеющих различное армирование.
Благодаря композитным ПП трубам с армированием алюминием или стекловолокном, достигается высокая термическая стабильность трубопровода (низкое температурное расширение), благодаря этому отпадает необходимость установки температурных компенсаторов в системах отопления и горячего водоснабжения. Армирование алюминием, кроме того, исключает диффузию кислорода в систему. Проникший через стенку трубы кислород насыщает воду замкнутых высокотемпературных систем газом, вызывающим кавитацию в вентилях, насосах и прочих элементах трубопровода.
Трубы без армирующего слоя или армированные стекловолокном не требуют никакой специальной подготовки.
Трубы, армированные алюминием, расположенным близко к поверхности (под тонким декоративным слоем полипропилена), требуют удаления армирующего слоя специальным инструментом - шейвером. При сварке ПП труб этот слой необходимо удалять, чтобы обеспечить прочную и неразрывную связь трубы с фитингом.


Трубы, в которых армирующий слой алюминия расположен в середине стенки, необходимо подвергать операции торцевания специальным инструментом, целью которой является удаление кромки алюминия, выходящей на торец трубы. Если этого не сделать, вода может проникнуть по открытому армирующему слою в середину стенки и вызвать ее вздутие .


Ниже приведены фото разрезов соединений сделанных без торцовки (неправильно) и с торцовкой (правильно).


Лучший результат достигается с применением специальных муфт. Их конструкция обеспечивает обволакивание полипропиленом кромки армирующего слоя (его замуровывание), в результате чего исключается его контакт с водой.



Иногда производителями труб даются рекомендации при подготовке трубы к сварке, независимо от наличия армирующего слоя, калибровать ее по наружному диаметру и снимать фаску. Необходимость первого объясняется возможной эллипсностью трубы, которая должна устраняться калибровкой. Снятие фаски призвано облегчать установку трубы в муфту. Однако в большинстве случаев, при сварке полипропиленовых труб своими руками, ни первого, ни второго не делают, считая эти операции излишними.
Подготовка сварочного аппарата ("паяльника") . Перед началом работ, "паяльник" для сварки полипропиленовых труб необходимо надежно закрепить в кронштейне или на станине. Во время установки на прогрев, к деталям прилагаются определенные усилия, передающиеся на паяльник. Для удобства работы необходимо, чтобы он был прочно закреплен и неподвижен.
После установки аппарата, на его нагревателе закрепляется подходящая нагревательная пара (дорн и муфта), выставляется с помощью тумблера необходимое значение температуры нагрева, и аппарат включается в сеть. Температура инструмента для сварки полипропиленовых труб враструб должна составлять 260±10°С. Это значительно превышает температуру вязкотекучести полипропилена и делается с той целью, чтобы быстро оплавить поверхностный слой трубы и фитинга и снять детали, не допуская прогрева их стенки на всю толщину. В противном случае труба и фитинг потеряют жесткость, и их невозможно будет соединить.
Установка деталей на прогрев . После выхода аппарата для сварки полипропиленовых труб на рабочий режим (о чем должна просигнализировать индикация прибора), труба и фитинг одновременно устанавливаются для нагрева - труба вставляется в муфту, фитинг надевается на дорн. Если одновременная установка деталей невозможна, первым устанавливается фитинг, так как он массивнее.


Трубы и фитинги имеют материал на припуск, который выдавливается во время установки деталей, образуя грат - валик в виде кольца. Его сдвиг требует приложения определенной силы. Однако усилие не должно быть излишним, надвигать детали нужно постепенно, следя за тем, чтобы образующийся грат был правильной формы. Если фитинг надевается на дорн свободно, без усилия и образования грата, значит, он бракованный и использовать его нельзя.
Устанавливая детали, нужно контролировать глубину их установки, чтобы снять усилие, когда они упрутся в дно муфты и вершину дорна. В противном случае можно смять торец трубы и ограничитель фитинга. Для контроля за глубиной погружения трубы в муфту, на ней можно сделать отметку на необходимом расстоянии от торца. Но чаще всего этого не делают, трубу и фитинг просто устанавливают на оправку до тех пор, пока они не упрутся.

После установки деталей в муфту и на дорн аппарата для сварки пластиковых труб, нужно дать им время для оплавления поверхностей. Продолжительность нагрева - очень важный параметр. Она должна быть достаточной для того, чтобы поверхности нагрелись до состояния вязкотекучести, но не быть выше того значения, за которым детали начнут терять жесткость. У производителей пластиковых труб имеются таблицы, устанавливающие время нагрева в зависимости от марки полипропилена, диаметра трубы и толщины стенки. Ориентировочные значения продолжительности нагрева для трубы PPRC (ПП тип3) PN20 указаны в таблице ниже.
| Диаметр трубы, мм | 16 | 20 | 25 | 32 | 40 | 50 | 75 | 110 |
| Время нагрева, сек. | 5 | 5 | 7 | 8 | 12 | 18 | 30 | 50 |
| Время перестановки*, сек. | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 10 |
| Время фиксации**, сек. | 6 | 6 | 10 | 10 | 20 | 20 | 30 | 50 |
| Время полного остывания***, мин. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 8 |
* - время на снятие разогретых деталей и соединение их.
** - время удержания соединения до частичного остывания. Это время используется для выравнивания соединения руками. По истечении этого времени соединение теряет эластичность, изменять его форму уже невозможно.
*** - Удерживать детали до полного остывания нет необходимости. Достаточно не создавать нагрузки. После этого времени соединение готово.
Время нагрева отсчитывается с момента достижения деталями упоров. После того как оно закончится, трубу и фитинг с тем же умеренным усилием снимают с оправок.
Сборка деталей . Снятые с оправок утюгов для сварки полипропиленовых труб детали без промедления соединяются между собой (труба вставляется в фитинг). Время, которое проходит с момента снятия деталей до момента их сборки, должно быть как можно меньше и в любом случае не превышать 4-6 секунд. Промедление чревато охлаждением деталей и невозможностью их сборки или, по крайней мере, низким качеством соединения.


Соединяя трубы с фитингами, не следует проворачивать их друг относительно друга более чем на 5°. Правильность соединения нужно контролировать по виду образующегося грата, который должен быть одинаковым по толщине со всех сторон.
Охлаждение соединения . После соединения деталей и (при необходимости) их правки, на которую по технологии отводится всего несколько секунд, к деталям нельзя прилагать никаких усилий до тех пор, пока полипропилен полностью не затвердеет. Обычно на это требуется 2-4 мин.
Ориентировочные значения продолжительности всех операций при сварке, для трубы PPRC (ПП тип 3) PN20, указаны в таблице выше. Точные значения параметров сообщаются производителями труб и фитингов.
Типичные ошибки при сварке враструб
Правильно выполненное соединение представляет собой монолитный узел, состоящий из фитинга и трубы, который по прочности не только не уступает целой трубе, но даже превосходит ее.Различные ошибки при сварке могут нарушить монолитность соединения и привести к потере герметичности или создать слабое место в трубопроводе, которое может разрушиться при кратковременном повышении давления. Ошибки эти могут быть следующими.
Недоведение трубы и фитинга до упоров при установке их на прогрев . Это приводит к невозможности сборки деталей на полную глубину (детали упираются в грат, не дойдя до конца) и появлению слабого места в соединении.

Превышение нормальной глубины погружения трубы в муфту при ее установке на прогрев - из-за чрезмерного приложения силы и/или несвоевременного ее снятия. В этом случае торец трубы загибается внутрь, образуя грат, который сужает проход трубы и препятствует свободному течению воды.

Недоведение деталей до упоров при их сборке (соединение не на всю глубину). Следствие этого - ослабленное место в соединении.

Перегрев деталей из-за превышения времени нагрева или слишком высокой температуры паяльника. Эта ошибка приводит к потере деталями жесткости и невозможности их сборки или деформациям и складкам в соединении, если детали все же удалось собрать. Последнее кроме ослабления конструкции может привести к потере герметичности.
Недогрев деталей из-за малого времени нагрева или заниженной температуры сварочного аппарата. Следствие этой ошибки - невозможность сборки деталей или несплавление в соединении и потеря герметичности.
Превышение временного интервала между снятием деталей с прогрева и их сборкой . В результате нагретые поверхности охлаждаются до температуры ниже вязкотекучести. Ошибка приводит к невозможности сборки деталей или несплавлению в соединении с нарушением герметичности.
Неправильная резка трубы , выражающаяся в неперпендикулярности ее торца оси. В этом случае в собранном соединении образуется слабое место из-за неплотного прилегания торца трубы к внутреннему ограничителю фитинга.

Нарушение соосности трубы и фитинга при сборке . Приводит к деформации и, возможно, к потере герметичности соединения.
Ошибки сварки, не вызывающие потери герметичности, могут ничем не проявить себя в течение долгой эксплуатации, однако несут в себе потенциальную угрозу выхода из строя соединений при кратковременных повышениях давления.
Стыковая сварка полипропиленовых труб
Сварка пластиковых труб встык заключается в нагреве их торцов нагретым инструментом (сварочным зеркалом) до оплавления, и последующем сжатии с выдержкой под давлением до момента охлаждения шва. Этот метод технологически прост, не требует дополнительных соединительных деталей и при точном соблюдении технологии обеспечивает прочность сварного шва не ниже прочности самой трубы. Схематично процесс образования стыкового сварного шва выглядит следующим образом. Стыковая сварка пластиковых труб
Стыковая сварка пластиковых труб

Однако, несмотря на простоту технологической схемы, практическое осуществление стыковой сварки связано с некоторыми сложностями, ограничивающими ее использование в домашних условиях.
Необходимо обеспечить точное осевое совмещение труб и их параллельность друг относительно друга (несовпадение стенок труб допускается до 10% от их толщины). В течение определенного времени необходимо прикладывать усилие, прижимающее трубы к нагревательному зеркалу во время нагрева, и друг к другу - во время образования соединения. При резке или торцовке трубы, должна быть обеспечена перпендикулярность торца. Все эти условия трудно соблюсти без специального оборудования - центратора, оснащенного ручным или электрическим приводом, создающим усилие сжатия, и торцевателем. То есть, в случаи труб небольших диаметров, оборудования и инструмента для сварки полипропиленовых труб встык требуется больше, чем при сварке враструб. А если учесть, что сварка враструб обеспечивает более высокую надежность благодаря замковому характеру соединения, становится понятно, почему ей отдается предпочтение перед сваркой встык при монтаже домашних водопроводов и отопительных систем.
Сварка полипропиленовых труб встык применяется в основном в качестве промышленного способа соединения труб большого диаметра при прокладке прямых участков трубопроводов (подробнее процесс стыковой сварки пластиковых труб описан в статье Сварка полиэтиленовых труб).
Монтаж полипропиленовых труб
В случае проектирования и монтажа водопровода для горячей воды и особенно системы отопления, важно учитывать температурное расширение труб. При этом температурное расширение различных полипропиленовых труб сильно различается. У армированных труб температурное расширение значительно меньше, чем у неармированных полипропиленовых труб. Не случайно разработчики армированных полипропиленовых труб называют такие трубы "стабильными". Под этим подразумевается малое изменение первоначальной длины трубы при её нагреве или охлаждении.
На примере полипропиленовых труб системы KAN-therm PP видно, что при максимальной разнице температур 80° один метр однородной трубы удлиняется на 12 мм, а комбинированной трубы на 2 мм, при значительной длине участков трубопроводов (более 2-3 метра) тепловое удлинение при нагревании, или сжатие при охлаждении, может привести к недопустимо сильным напряжениям на стыках. Нужно отметить, что именно термические напряжения от удлинения или сжатия, а не внутренние от давления воды, наиболее опасны для полипропиленовых труб, особенно в случае однородных полипропиленовых труб. Для компенсации удлинений (когда это необходимо) прибегают к различным изгибам трубопровода и нежесткому креплению к опорам, обеспечивающее осевое перемещение трубы.
Видео:
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.